*产品名称:
*应用领域:
*索样有效期:
*拿样数量:
*收货信息:
*详细地址:
*联系电话:
*收货人姓名:
*企业名称:
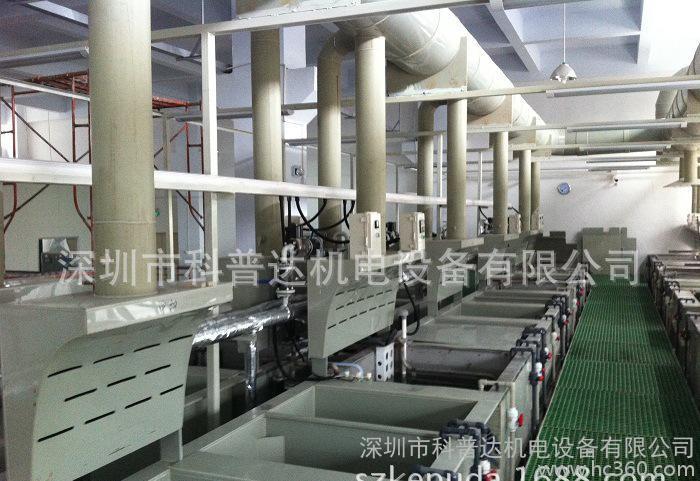
| 加工定制:是 | 适用范围:氧化 |
| 产品别名:氧化设备 | 电镀电源:直流电源 |
| 电镀位置:浸镀 | 镀种:镀银系列 |
铝工件→上挂具→脱脂→水洗→碱蚀→水洗→出光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→下挂具
对于要求高光亮度的铝制品,可采用如下的工艺流程:
铝工件→机械抛光→脱脂→水洗→中和→水洗→化学或电化学抛光→水洗→阳极氧化→水洗→去离子水洗→染色或电解着色→水洗→去离子水洗→封闭→水洗→机械光亮铝及铝合金阳极氧化着色工艺规程 1、 主题内容与适用范围:
本规程规定了铝及铝合金阳极氧化、着色、电泳生产的工艺和操作的技术要求及规范。
2、 工艺流程(线路图)
基材→装挂→脱脂→碱蚀→中和→阳极氧化→电解着色→封孔→电泳涂漆→固化→卸料包装→入库
3、 装挂:
3.1装挂前的准备。
3.1.1检查导电梁、导电杆等导电部位能否充分导电、并定期打磨、清洗或修理。
3.1.2准备好导电用的铝片和铝丝。
3.1.3检查气动工具及相关设备是否正常。
3.1.4核对流转单或生产任务单的型号、长度、支数、颜色、膜厚等要求是否与订单及实物相符。
3.1.5根据型材规格(外接圆尺寸、外表面积等)确定装挂的支数和间距、色料间距控制在型材水平宽度的1.2倍左右,白料间距控制在型材宽度的1倍左右。
3.1.6选择合适的挂具,确保正、副挂具的挂钩数与型材的装挂支数一致。
3.2 装挂:
3.2.1装挂时应先挂最上面一支,再固定最下面一支,然后将其余型材均匀排布在中间、并旋紧所有铝螺丝。
3.2.2装挂前在型材与铝螺丝间夹放铝片,以防型材与挂具间的导电不良而影响氧化、着色或电泳。
3.2.3装挂时,严禁将型材全部装挂在挂具的下部或上部。
3.2.4装挂的型材必须保持一定的倾斜度(>5°)以利于电泳或着色时排气,减少斑点(气泡)。
3.2.5装挂时必须考虑型材装饰面和沟槽的朝向、防止色差、汽泡、麻点产生在装饰面上。
3.2.6易弯曲、变形的长型材,在型材的中间部位增加一支挂具或采用铝丝吊挂以防型材间碰擦或触碰槽内极板,而擦伤或烧伤型材表面。
买化塑为第三方交易平台及互联网信息服务提供者,买化塑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由商铺经营者发布,其真实性、准确性和合法性均由商铺经营者负责;
买化塑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前与商铺经营者沟通确认;
买化塑存在海量商铺,如您发现商铺内有任何违法/侵权信息,请立即向买化塑举报并提供有效线索。


深圳市科普达机电设备有限公司
0/150
COPYRIGHT©广州慧正云科技有限公司 www.ibuychem.com
粤ICP备18136962号 增值电信业务经营许可证:粤B2-20201000




*联系人: *采购数量: *有效时间: 扫码后并在微信搜索公众号「买化塑智慧商铺」
进行关注,询价结果将由公众号推送